附件2
第二类腹腔镜手术器械产品
注册技术审查指导原则
本指导原则旨在指导和规范第二类腹腔镜手术器械的技术审评工作,帮助审评人员理解和掌握该类产品结构、性能、预期用途等内容,把握技术审评工作基本要求和尺度,对产品安全性、有效性作出系统评价。
本指导原则是对腹腔镜手术器械产品的一般要求,审评人员应依据具体产品的特性确定其中的具体内容是否适用,并对注册申报资料的内容进行补充要求。
本指导原则所确定的主要内容是在目前的科技认识水平和现有产品技术基础上形成的,因此,审评人员应注意其适宜性,密切关注适用标准及相关技术的最新进展,考虑产品的更新和变化。
本指导原则不作为法规强制执行,不包括行政审批要求。但是,审评人员需密切关注相关法规的变化,以确认申报产品是否符合现行法规要求。
一、适用范围
本指导原则适用于管理类别为第Ⅱ类,与腹腔镜配套使用、供腹腔手术操作用器械,分类编码为6822。
目前临床与腹腔镜配套使用的手术器械种类繁多,本指导原则适用于与腹腔镜配套的可重复使用的腹腔镜手术器械。与软性消化道内窥镜配套使用的器械、一次性使用的腹腔镜手术器械则不在本原则中描述。
二、技术审查要点
(一)产品名称的要求
产品的命名应符合《医疗器械通用名称命名规则》、《医疗器械分类目录》等相关法规的要求,或国家标准、行业标准上的通用名称。产品名称在通用名称基础上可带有表示用途、使用方式或结构等描述性词语,举例如下:
1.腹腔镜手术器械。
2.腹腔镜手术分离钳/抓钳/剪等(用途)。
3.可弯曲腹腔镜手术器械(结构)。
4.重复性使用腹腔镜手术器械(使用方式)。
(二)产品的结构和组成
腹腔镜手术器械,通常由穿刺器及其转换器(用于穿透体壁建立手术器械进出通道的穿刺器);气腹针(用于建立气腹);分离钳、剪刀、抓钳(用于手术中进行分离组织、剪切组织、抓取组织的各类功能钳);持针钳、推结器、打结钳、荷包钳、腹壁缝合钳(用于手术缝合操作);扇形钳、拉钩(用于手术中拨、挡、拉器官、组织,提供更佳手术视野);施夹器(钳)(用于施放钛夹、结扎夹等);冲洗吸引器械(用于手术中作内腔冲洗和吸引,保证手术视野清晰);取物钳、活检钳(用于手术中取出组织、标本、异物);举宫器(用于举托子宫);靶式钳(用于夹取吻合器等其他器械配件);造影钳、穿刺针(用于手术中注液、抽液用);切开刀(用于切开胆道等组织);腹腔镜甲状腺手术用的专用注水器、分离器、剥离器等;其他用于腹腔镜手术的操作器械,如圆棒、量棒、引导棒等组成。
腹腔镜手术器械的各类产品的典型外形结构图如下:
1.穿刺器及其转换器、气腹针


 |
|||
 |
|||
图1穿刺器示意图

 |
图2穿刺针头示意图

 |
图3套管外壁示意图




图4转换器示意图

图5气腹针示意图
注:根据阻气阀的设计形式不同,穿刺器的具体形式也略有不同。目前常见的阻气阀设计形式有:密封帽式、翻盖式、磁片式、磁球式等。
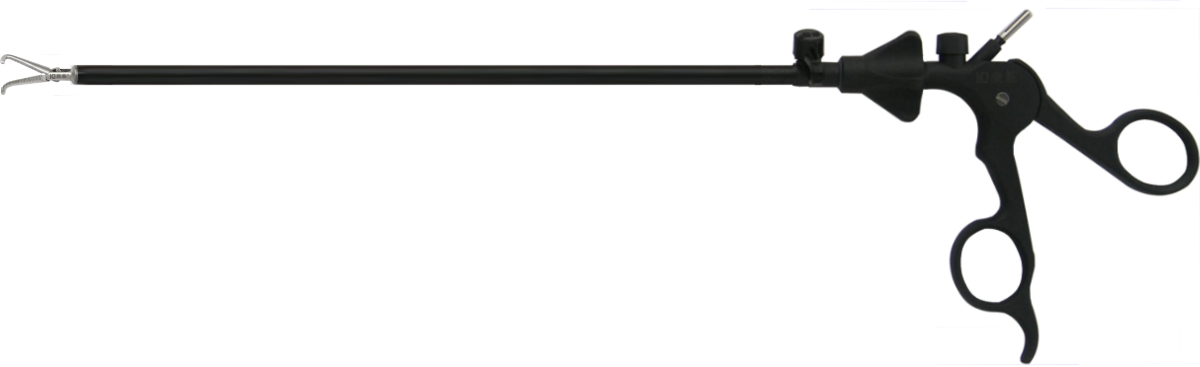
2.分离钳、剪刀、抓钳
|
|
 |
图6分离钳、剪刀、抓钳外观示意图
图7分离钳、剪刀、抓钳手柄示意图
直角分离钳头 弯分离钳头 直分离钳头
图8分离钳头部示意图
单动直剪刀头 单动弯剪刀头 单动钩剪刀头
双动直剪刀 双动弯剪刀 双动翘头剪刀头
图9剪刀头部示意图

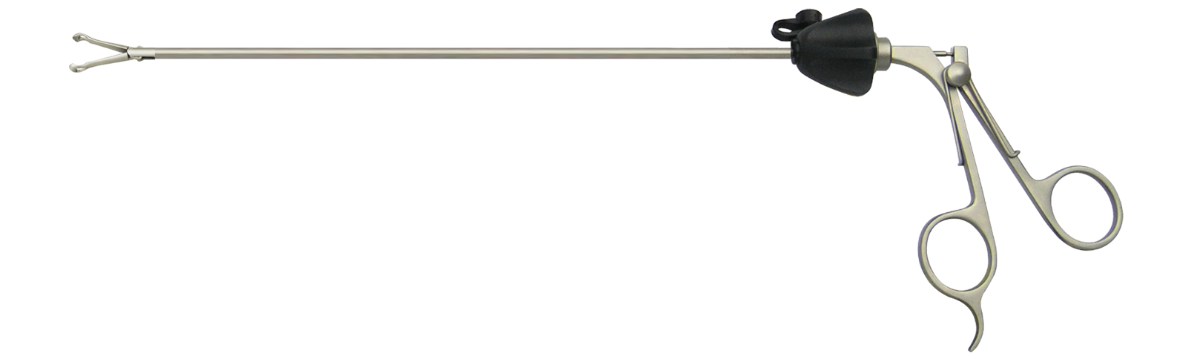
图10抓钳头部示意图
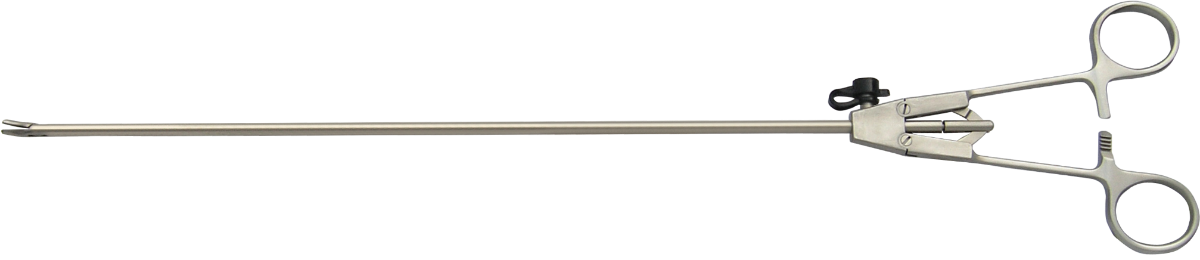
 3.持针钳
3.持针钳



 |
直头 弯头 归位 归位夹线 归位弧形
图11持针钳示意图
4.推结器、打结钳、腹壁缝合钳




图12推结器示意图
图13打结钳示意图

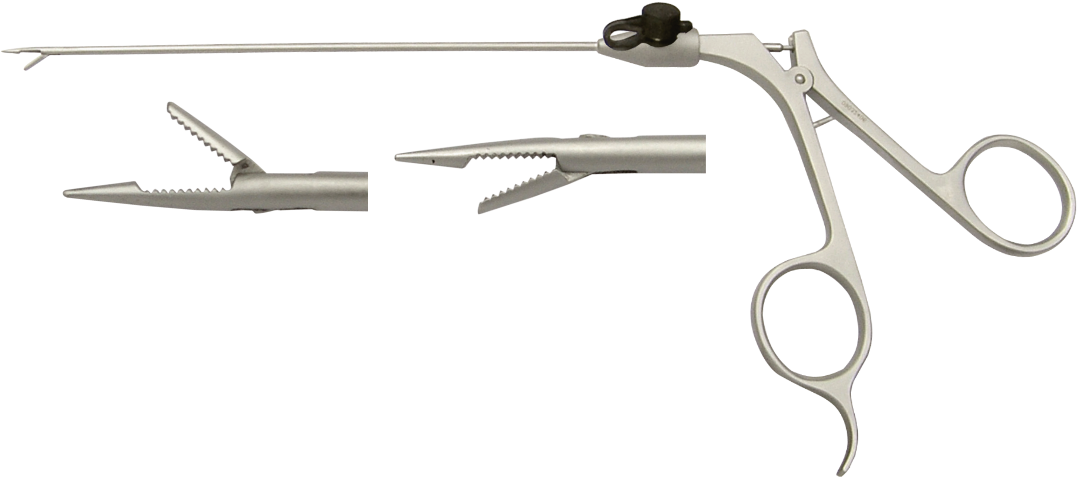
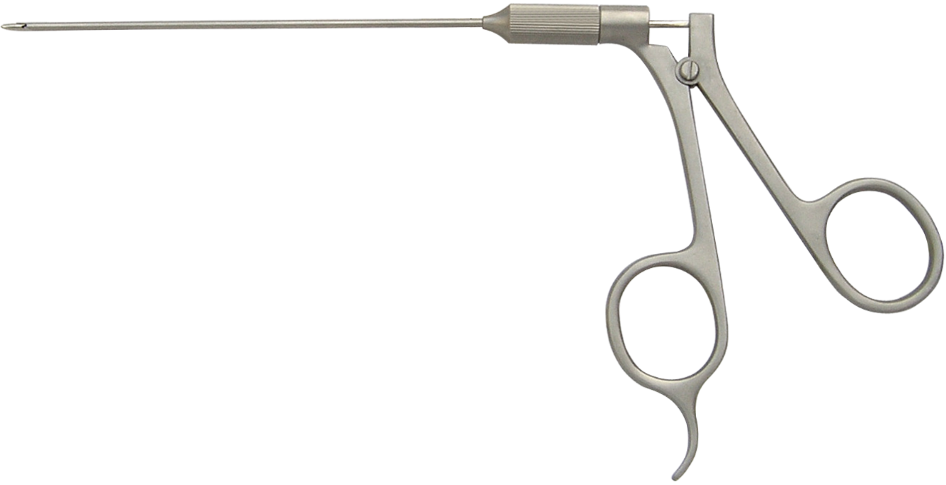

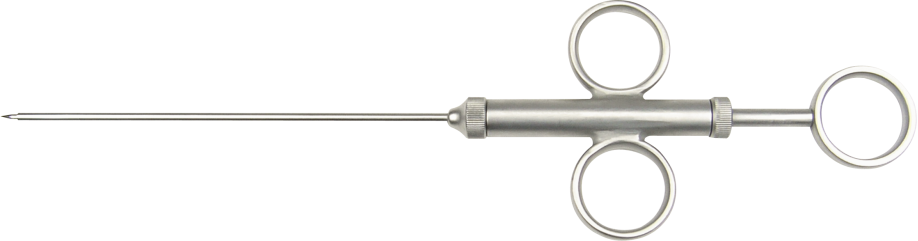
图14腹壁缝合钳示意图


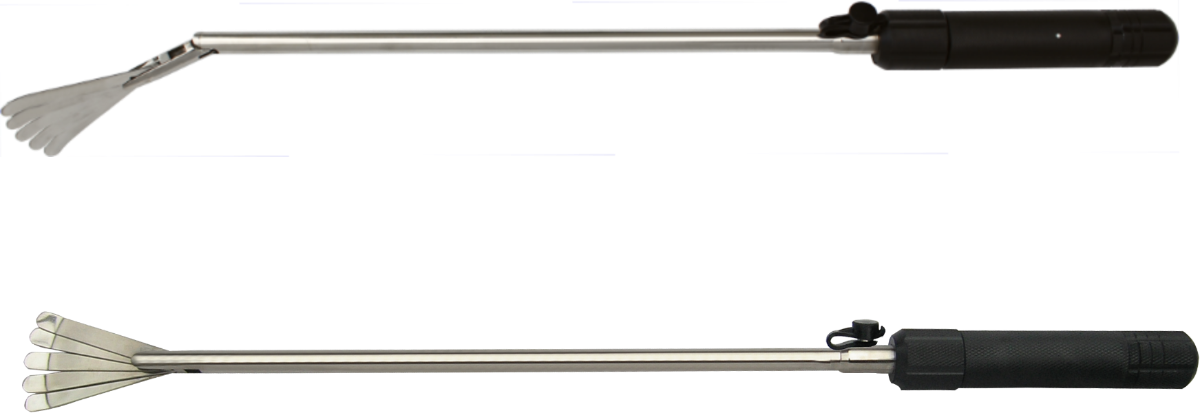
5.扇形钳
图15扇形钳示意图
6.各类拉钩



图16拉钩示意图
7.取物钳、活检钳

图17取物钳示意图
图18活检钳示意图
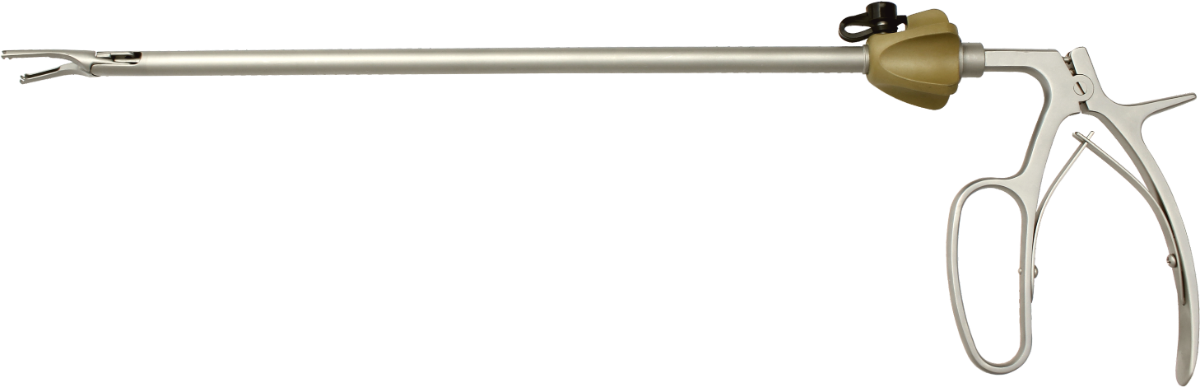
8.施夹器
 |
图19结扎夹施夹器示意图
 |
图20钛夹钳示意图
图21可吸收夹施夹器示意图
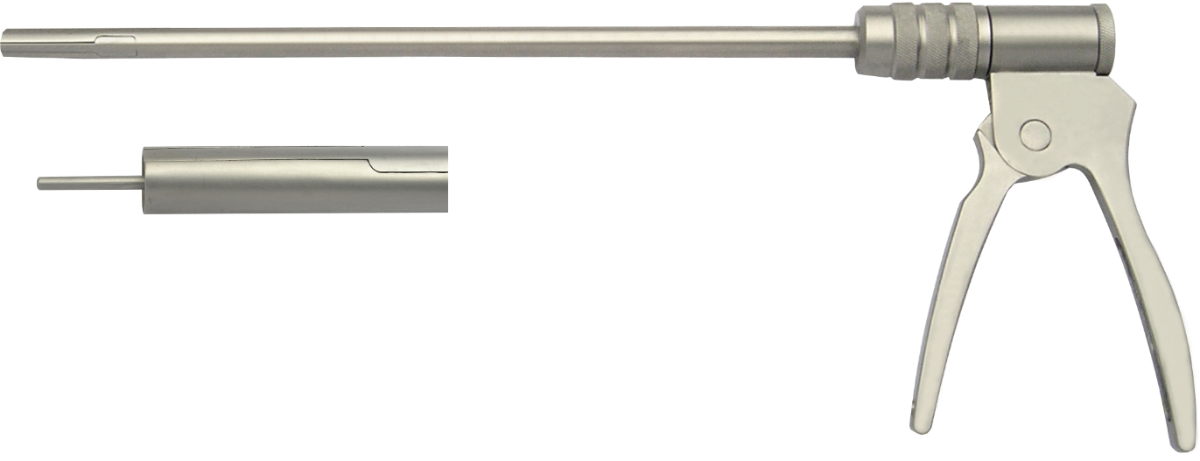
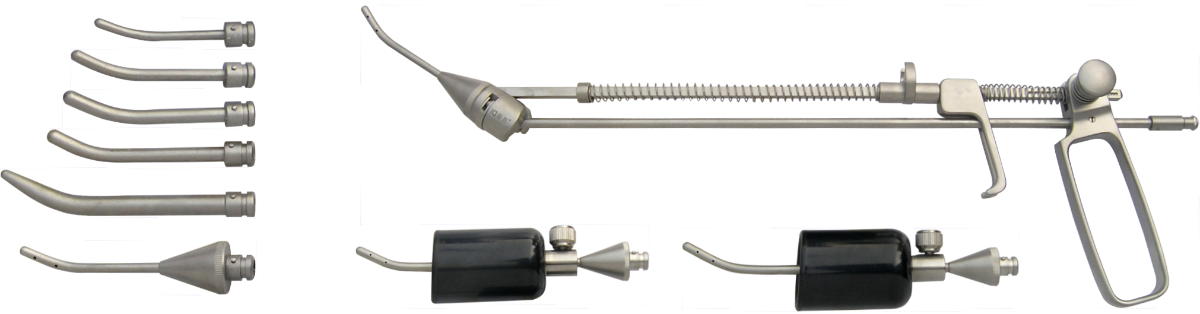
9.冲洗吸引器





图22 冲洗吸引器示意图
 10.举宫器
10.举宫器
图23举宫器示意图
 |
 |
` 图24多功能举宫器示意图
图25特种举宫器示意图
11.靶式钳

图26靶式钳示意图
12.造影钳、穿刺针


图27 造影钳示意图

图28穿刺针示意图
13.切开刀





图29切开刀示意图
14.腹腔镜甲状腺手术用的专用注水器、分离器、剥离器









图30腹腔镜甲状腺手术专用器械示意图
15.其他用于腹腔镜手术的操作器械,如圆棒、量棒、引导棒等。


 产品所有材料主要为符合YY 0294.1
产品所有材料主要为符合YY 0294.1
一次性使用引流管通常由管体和接头组成,有的根据需要会配有穿
图31圆棒、量棒、引导棒示意图
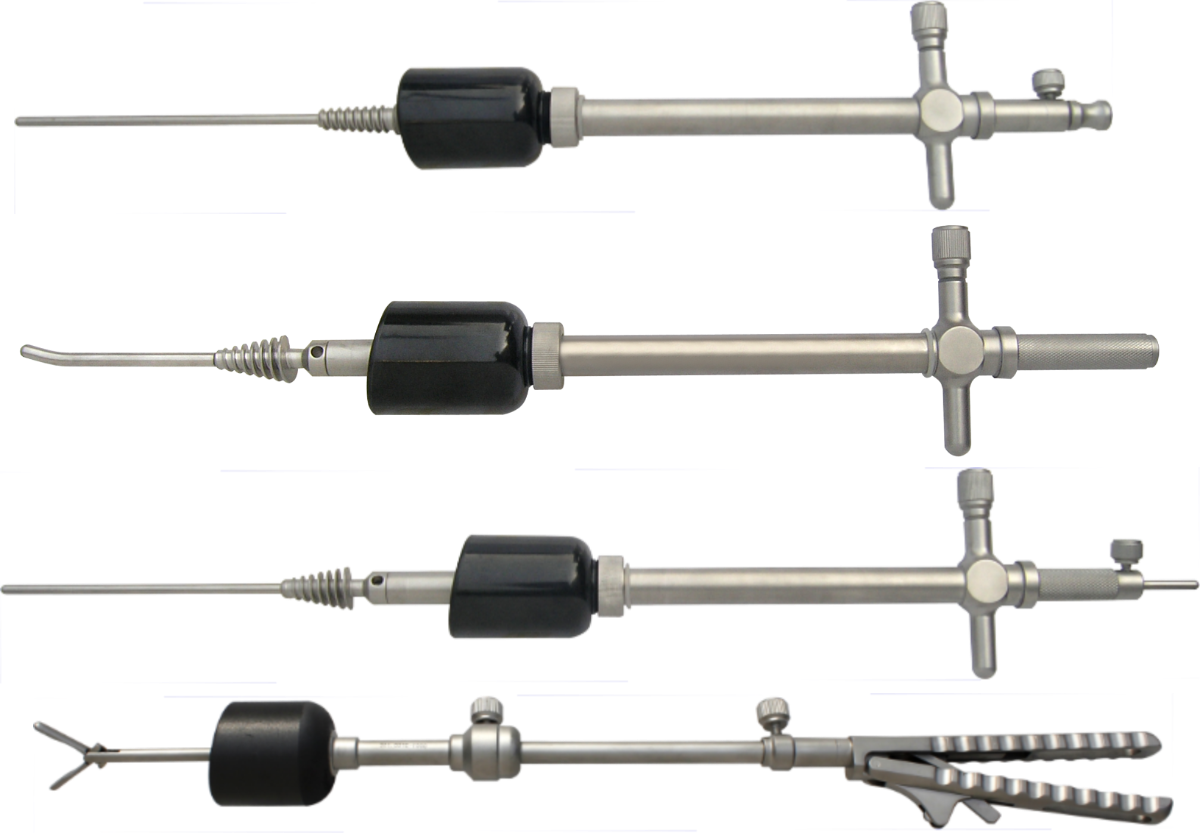
腹腔镜手术器械一般应设计为可拆卸的结构,以满足使用后清洗、灭菌(消毒)的要求。如果无法设计成可拆卸的结构,应将器械设计为便于清洗器械管腔内污染物的结构,如配备冲洗接头等。
以下是常见的可拆卸结构示意图:
两件式结构
三件式结构
图32可拆卸结构示意图
腹腔镜手术器械与人体接触部分采用符合YY/T 0294.1-2005标准或其他被证明可安全用于医疗器械的不锈钢材料。如果采用其他材料,则应评估该材料被用于医疗器械的安全性。
(三)产品的工作原理/作用机理
本产品工作原理与作用机理基本相同。将手术器械设计成“带杆”状,器械通过穿刺套管进入腹腔,在腹腔镜系统的辅助下,通过操纵手柄实现对手术部位的“远距离”操作。
(四)注册单元划分的原则和实例
按照《医疗器械注册管理办法》(国家食品药品监督管理总局令第4号)第七十四条要求,“医疗器械注册或者备案单元原则上以产品技术原理、结构组成、性能指标和适用范围为划分依据”。
本指导原则在第二部分列举的均为常见的手术器械,可作为同一注册单元,但还可能有其他不同结构形式的手术器械,如符合本指导原则的注册单元划分原则,可视实际情况判定其注册单元划分。
(五)产品适用的相关标准
表1腹腔镜手术器械产品相关适用标准
|
标准号 |
标准名称 |
|
GB/T 191-2008 |
《包装储运图示标志》 |
|
GB/T 4340.1-2009 |
《金属维氏硬度试验方法 第一部分:试验方法》 |
|
GB/T 16886.1-2011 |
《医疗器械生物学评价 第1部分:风险管理过程中的评价与试验》 |
|
GB/T 16886.5-2003 |
《医疗器械生物学评价 第5部分:体外细胞毒性试验》 |
|
GB/T 16886.10-2005 |
《医疗器械生物学评价 第10部分:刺激与迟发型超敏反应试验》 |
|
YY/T 0149-2006 |
《不锈钢医用器械 耐腐蚀性能试验方法》 |
|
YY/T 0294.1-2005 |
《外科器械 金属材料 第1部分:不锈钢》 |
|
YY/T 0316-2008 |
《医疗器械 风险管理对医疗器械的应用》 |
|
YY 0466-2003 |
《医疗器械 用于医疗器械标签、标记和提供信息的符号》 |
|
YY/T 0466.1-2009 |
《医疗器械 用于医疗器械标签、标记和提供信息的符号 第1部分:通用要求》 |
|
YY/T 0597-2006 |
《施夹钳》 |
|
YY 0672.1-2008 |
《内镜器械 第1部分:腹腔镜用穿刺器》 |
|
YY 0672.2-2011 |
《内镜器械 第2部分:腹腔镜用剪》 |
|
YY/T 0940-2014 |
《医用内窥镜 内窥镜器械 抓取钳》 |
|
YY/T 0941-2014 |
《医用内窥镜 内窥镜器械 咬切钳》 |
|
YY/T 0943-2014 |
《医用内窥镜 内窥镜器械 持针钳》 |
|
YY/T 0944-2014 |
《医用内窥镜 内窥镜器械 分离钳》 |
|
YY/T 1052-2004 |
《手术器械标志》 |
注:正文中引用的上述标准以其标准号表述。
上述标准包括了注册产品技术要求中经常涉及到的标准。有的生产企业还会根据产品的特点引用一些行业外的标准和一些较为特殊的标准。
产品适用及引用标准的审查可以分两步来进行。首先对引用标准的齐全性和适宜性进行审查,是否引用了与产品相关的国家标准、行业标准,以及引用是否准确。应注意标准编号、标准名称是否完整规范,年代号是否有效。其次对引用标准的采纳情况进行审查。即所引用的标准中的条款要求,是否在产品技术要求中进行了实质性的条款引用。
如有新版强制性国家标准、行业标准发布实施,产品性能指标等要求应执行现行版本的国家标准、行业标准。
(六)产品的适用范围/预期用途
适用范围:腹腔镜手术器械,与腹腔镜配合,供腹腔镜手术用。部分器械组成与用途如下表:
表2 产品组成与用途
|
组成 |
用途 |
|
穿刺器 |
用于腹腔镜手术中,穿透体壁(腹壁)后作为腹腔镜手术器械进出的通道,并可通过其向体内输送二氧化碳。 |
|
气腹针 |
用于刺穿腹壁,向腹腔内输入二氧化碳,建立气腹。 |
|
冲洗吸引器 |
用于腹腔镜手术中作内腔冲洗和吸引(废液),以保证手术视野清晰和腔内清洁。 |
|
剪刀 |
用于腹腔镜手术中,剪切组织。 |
|
分离钳 |
用于腹腔镜手术中,分离组织。 |
|
抓钳 |
用于腹腔镜手术中,抓取组织。 |
|
持针钳 |
用于腹腔镜手术中,夹持缝针进行缝合。 |
|
缝合钳 |
用于腹腔镜手术中,缝合腹壁等较深切口或者缝合固定疝气补片。 |
|
扇形钳、金手指 |
用于腹腔镜手术中,拨、挡、拉脏器或组织,以提供更佳手术视野和空间。 |
|
造影钳 |
用于腹腔镜手术中,对组织注射造影剂。 |
|
穿刺针 |
用于腹腔镜手术中,对组织注射生理盐水或药剂或从组织中抽取液体(如胆汁)。 |
|
施夹器(钳) |
用于腹腔镜手术中,施放结扎夹(金属钛夹、不可吸收结扎夹、可吸收结扎夹等)。 |
|
举宫器 |
用于腹腔镜下子宫手术中,举、托子宫。 |
|
靶式钳 |
用于腹腔镜手术中,夹持肠道吻合器“蘑菇头”。 |
|
取物钳、活检钳 |
用于腹腔镜手术中,取出异物或者活体标本。 |
|
注水器 |
用于腹腔镜下甲状腺手术中,向手术部位注水,以获得手术操作空间。 |
|
剥离器 |
用于腹腔镜下甲状腺手术中,剥离组织,形成手术操作空间。 |
|
切开刀 |
用于腹腔镜手术中,切开组织(如胆道)用。 |
(七)产品的主要风险
1.风险分析方法
(1)在对风险的判定及分析中,要考虑合理的可预见的情况。
(2)风险判定及分析应包括:对于患者的危害、对于操作者的危害和对于环境的危害。
(3)风险形成的初始原因应包括:人为因素(包括不合理的操作)、产品结构的危害、原材料危害、综合危害和环境条件。
(4)风险判定及分析考虑的问题包括:产品原材料生物学危害;产品质量是否会导致使用中出现不正常结果;操作信息,包括警示性语言、注意事项以及使用方法的准确性;留置使用可能存在的危害等。
2.风险分析清单
腹腔镜手术器械产品的风险管理报告应符合YY/T 0316-2008的有关要求,审查要点包括:
(1)产品定性定量分析是否准确(依据YY/T 0316-2008)。
(2)危害分析是否全面(依据YY/T 0316-2008)。
(3)风险可接收准则,降低风险的措施及采取措施后风险的可接收程度,是否有新的风险产生。
根据YY/T 0316-2008附录D对该产品已知或可预见的风险进行判定,腹腔镜手术器械产品在进行风险分析时至少应包括对以下的主要危害,生产企业还应根据自身产品特点确定其他危害。针对产品的各项风险,生产企业应采取应对措施,确保风险降到可接受的程度。
表3 产品主要危害
|
危害的分类 |
危害的形成因素 |
可能的后果 |
|
|
生物学危害
|
生物污染。 |
产品使用后,未按要求进行充分清洗、(使用者)灭菌操作不规范或未灭菌、使用时操作不正规。 |
产品带菌,引起交叉感染。 |
|
产品未设计成可以充分清洗消毒结构;使用后的产品,无法被轻易的进行充分的清洗与灭菌。 |
产品带菌,引起感染与交叉感染。 |
||
|
生物不相容性。 |
与人体接触的材料,不具有良好的生物相容性。 |
使用中产生细胞毒性、致敏反应等。 |
|
|
再感染和/或交叉感染。 |
使用操作不当、未进行有效灭菌。
|
引起感染、交叉感染。 |
|
|
机械力 |
锐边、毛刺。 |
与人体组织接触的部分,存在过大的锐边、毛刺等;与使用者接触的部分,存在锐边、毛刺等。 |
对组织造成意外伤害,对使用者造成损伤。 |
|
环境危害 |
储存或运行偏离预计的环境条件。 |
储运条件(如温度、湿度、酸碱度)不符合要求。 |
产品老化、锈蚀。 |
|
意外的机械破坏。 |
储运、使用过程中发生意外的机械性破坏。 |
产品使用性能无法得到保证。 |
|
|
与医疗器械使用有关的危害 |
不适当的标记。 |
标记不清晰、错误,没有按照要求进行标记。 |
错误使用、储存错误、产品辨别错误。 |
|
不适当的操作说明,如:医疗器械一起使用的附件规范不适当、预先检查规范不适当、操作说明书不准确、清晰。 |
标记不清晰或标记缺失、标记错误、操作说明写的过于晦涩,难于理解。
|
无法保证使用安全性、导致操作失误。
|
|
|
由不熟练/未经培训的人员使用。 |
操作不熟练、操作失误;规格型号选用错误;连接不正确或不到位。 |
导致无法正常使用或造成无法预计的其他损伤。 |
|
|
和其他预期使用的医疗器械不相容。 |
与其他器械匹配的关键参数标记不正确;与其他器械匹配的关键尺寸偏差超出标准要求。 |
无法与其他器械匹配,造成产品无法使用。 |
|
|
产品表面被处理得过于光亮。 |
使用时产生严重的光污染,影响手术正常进行。 |
||
|
功能性失效 |
缺少适当的维护和检查。 |
说明书中没有提供相关信息,如清洗、灭菌方法、日常维护方法、使用前的检查建议等; 没有维护或使用了不恰当或者不正确的维护方法。 |
造成产品意外损坏,产品提前报废,无法使用;产品在使用中,出现关节松动、部件脱落。 |
(八)产品技术要求应包括的主要性能指标
参照《关于发布医疗器械产品技术要求编写指导原则的通告》(国家食品药品监督管理总局2014年第9号通告)的规定编写产品技术要求。
本条款给出需要考虑的产品基本技术性能指标,但并未给出定量要求,生产企业可参考相应的国家标准、行业标准,根据生产企业自身产品的技术特点制定相应的要求。涉及材料内容的应说明选用材料满足的国家标准或行业标准。以下是通常的性能指标:
1.外观
腹腔镜手术器械在腹腔镜视野中可见的头端部分应经过处理,以消除可能存在的定向反射现象;其他部位一般应光滑圆润,表面应无非设计预期的锋棱、裂纹、毛刺等。钳类器械钳头的二片应相互吻合,不得有错位、摇晃现象,钳齿应清晰、完整,不得有缺齿、烂齿、毛齿等缺陷,剪刀刃面不得有卷刃、崩刃现象。
2.尺寸
穿刺器产品应标称套管可通过处的最小内径,其他器械应标称插入(穿刺套管)部分的最大外径(宽度)。穿刺器套管内径应采用单边正公差,其他需通过穿刺套管进行使用的器械的外径一般应采用单边负公差。器械应标称器械的工作长度(由制造商根据实际要求设定)。尺寸允许公差参照YY 0672.1-2008、YY 0672.2-2011、YY/T 0940-2014、YY/T 0941-2014、YY/T 0943-2014、YY/T 0944-2014等标准的相关条款。以上标准中没有规定允差的,则由制造商自行设定。
钳类器械还应标注钳头最大张开幅度。
3.使用性能
3.1锋利度
3.1.1预期用于穿刺操作的器械,如穿刺针、气腹针、腹壁缝合钳等器械,应对其头部的锋利度进行要求。
3.1.2预期用于剪切、切开、活检等操作的器械,如剪刀、切开刀、活检钳等器械,应对其刃面的锋利度进行要求。剪刀的剪切性能参照YY/T 0672.2-2011标准中的相关条款要求。
3.2夹持性能
3.2.1预期用于抓取、分离、夹持等操作的钳类器械,如抓钳、分离钳等器械,应对其夹持性能进行要求。
3.2.2持针钳的夹持性能参照YY/T 0943-2014标准的相关条款要求。
3.3 弹性和牢固性
设计为具有夹持功能的钳类器械,如抓钳、分离钳、持针钳等器械,在器械头部夹住一根直径等于头部鳃轴中心长度1/10的不锈钢丝,在室温下完全夹闭保持3小时后,器械应无裂纹和永久变形。
3.4 开合性能
可开合的钳类器械头部应开合顺利,钳杆在开合时应无干扰使用的晃动。
3.5 旋转性能
钳杆部分设计为可旋转的器械,在旋转钳杆时应顺利,钳杆在旋转时应无干扰使用的晃动。
3.6 锁合可靠性能
具有锁合装置的器械,应规定锁合的可靠性,包括锁紧性能和松开性能。
4.耐腐蚀性
器械的不锈钢材料耐腐蚀性能应符合YY/T 0149-2006中5.4b级的规定。其他材料用说明书中指定的最不利的灭菌方法灭菌后,应无腐蚀现象。
5.配合性能
5.1 预期与其他器械配合使用的器械,如不可吸收结扎夹施夹器、金属钛夹施夹钳、可吸收夹施夹器,应对其相关配合性进行要求。
5.2 穿刺器套管与穿刺针的配合性能参照YY 0672.1-2008相关要求。
6.通畅性
设有内腔预期可进行注(吸)液体(气体)的器械,如吸引器、注水器、造影钳、气腹针等器械的内孔应畅通,不得有堵塞现象。
7.密封性
7.1 所有器械冲洗接头盖上密封帽后,应具有足够的密封性,一般至少应能承受不小于4kPa的气压,不漏气。
7.2 带有阀门的器械,在阀门开、闭状态,应具有与其使用预期相对应的密封性。
7.3 穿刺器套管在有器械通过或没有器械通过时,均应有足够的密封性。
8.连接牢固度
器械各连接部位应牢固可靠,焊缝应平整光滑,无脱焊或堆焊现象。器械铆钉应牢固可靠,器械开闭灵活。
9.硬度
剪刀片头部硬度,参照YY 0672.2-2011标准的相关要求。其他器械的硬度要求,由制造商依据产品使用特点设定。
10.表面粗糙度
器械的表面粗糙度,由制造商依据产品使用特点设定。
11.其他
为了保证器械安全有效而设定的其他性能。
产品的检验方法应根据技术性能指标设定,检验方法应优先采用公认的或已颁布的标准检验方法,如果没有现行的标准检验方法可采用时,规定的检验方法应具有可操作性和可重现性,需要时明确样品的制备方法,必要时可附相应图示进行说明,文本较大的可以附录形式提供。
(九)同一注册单元内注册检验代表产品确定原则和实例
1.典型产品的确定原则
(1)典型产品应是同一注册单元内能够代表本单元内其他产品安全性和有效性的产品。
(2)应考虑功能最齐全、结构最复杂、风险最高的产品。
(3)如其他产品的主要性能与被检产品不一致,则该产品也应作为典型产品进行注册检验。
2.对于同一注册单元中,不同手柄类型的产品,检测其中的一种规格即可。
(十)产品生产制造相关要求
产品生产制造应符合《医疗器械生产质量管理规范》(国家食品药品监督管理总局公告2014年第64号附件)的要求。常见的生产工艺流程图如图33所示。
|
车削 |
|
铣 |
|
线切割 |
|
雕刻 |
|
原材料采购 |
|
进货检验 |
© 2018 - 2020, Wuhan Tacro Technology Co.,Ltd All Rights Reserved.

