附件3
一次性使用皮肤缝合器注册技术审查指导原则
(2019年修订)
本指导原则旨在为申请人进行一次性使用皮肤缝合器注册申报提供技术指导,同时也为药品监督管理部门对注册申报资料的审评提供技术参考。
本指导原则是对一次性使用皮肤缝合器注册申报资料的一般要求,申请人应依据具体产品的特性对注册申报资料的内容进行充实和细化,并依据具体产品的特性确定其中的具体内容是否适用,若不适用,需具体阐述其理由及相应的科学依据。
本指导原则是对申请人和审查人员的指导性文件,但不包括注册审批所涉及的行政事项,亦不作为法规强制执行,如果有能够满足相关法规要求的其他方法,也可以采用,但是需要提供详细的研究资料和验证资料。应在遵循相关法规和标准的前提下使用本指导原则。
本指导原则是在现行法规和标准体系以及当前认知水平下制定的,随着法规和标准的不断完善,以及科学技术的不断发展,本指导原则相关内容也将进行适时的调整。
本指导原则适用于按第二类医疗器械管理的,以医用级金属材料作为皮肤表面缝合材料的一次性使用皮肤缝合器的注册材料申报和技术审评。
1.《医疗器械分类目录》02无源手术器械中对此类产品的品名举例见表1。
表1 《医疗器械分类目录》中的品名举例
|
02无源手术器械 |
||||||
|
序号 |
一级产品类别 |
二级产品类别 |
产品描述 |
预期用途 |
品名举例 |
管理类别 |
|
13 |
手术器械-吻(缝)合器械及材料 |
01吻合器 (带钉) |
通常由吻合器或缝合器和钉仓(带钉)组成。吻合钉一般由钛合金、纯钛等不可吸收材料制成。 |
用于体内器官、组织的离断、切除和/或建立吻合。(不包含血管吻合) |
吻合器、切割吻合器、内窥镜吻合器、内窥镜切割吻合器、缝合器、内窥镜缝合器 |
Ⅱ |
2.根据《关于公布新修订免于进行临床试验医疗器械目录的通告》(国家药品监督管理局通告2018年第94号,以下简称《目录》),产品特性、使用特点、性能和预期用途相似或相近的产品,应统一命名为“一次性使用皮肤缝合器”(以下简称“缝合器”)。
3.产品名称不得以产品的使用形式、规格型号、缝合钉材料等加以命名。
4.实例:
|
 器身
器身
 |
|||
 |
|||
装钉(针)装置 握把
图1 缝合器示意图(握式)

|
|
 |
器身
 |
|||
 |
|||
装钉(针)装置
图2 缝合器示意图(指按式)
1.缝合器的结构和组成
通常情况下每个完整的缝合器最基础的组成是缝合钉、器身和附件(拆除缝合钉的专用器具)。器身一般有装钉装置、挤压装置、弹簧、外壳等;拆除缝合钉的专用器具一般应作为单独产品(I类)进行备案,也可作为附件一并申报注册,作为附件与缝合器整体注册时必须确定其相应的技术要求。
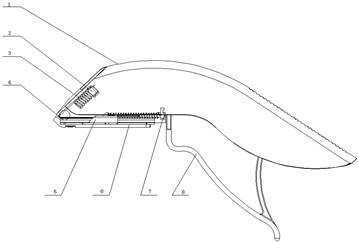
2.缝合器的型式与基本尺寸见图3和表2。
 |
|||
|
|||
1.外壳; 2.压钉板; 3.压簧; 4.缝合钉;
5.推钉板;6.缝合钉座;7.弹簧座;8.击发手柄
注:本示意图仅说明缝合器结构,并非为标准规定的唯一型式。
图3 缝合器示意图
表2 基本尺寸 单位:毫米
|
缝合钉直径(d) |
成型前尺寸 |
|
|
L |
H |
|
|
标示值±0.1 |
标示值±0.2 |
标示值±0.1 |
3.缝合器的规格应标记如下:
~





 缝合钉成型后宽度(可用数值或字母表示)
缝合钉成型后宽度(可用数值或字母表示)
缝合钉数量
标记示例:
缝合钉数量为35,成型后宽度为4.8,其规格标记为:35~4.8。
4.缝合器的主要零件材料见表3。
表3 主要零件材料要求
|
零件名称 |
材料牌号 |
标准号 |
|
外壳、击发手柄 |
ABS |
GB/T 10009—1988 |
|
缝合钉 |
022Cr17Ni12Mo2 |
GB/T 4240—2009 |
|
00Cr18Ni14Mo3 |
GB 4234—2003 |
|
|
压钉板、推钉板 |
20Cr13、12Cr18Ni9 |
GB/T 3280—2015 |
|
缝合钉座 |
||
|
注:也可采用经验证被评价为安全的、符合国家标准、行业标准要求的其他材料。 |
||
(三)产品工作原理/作用机理
缝合器工作原理与订书机相似,故其总称为Skin Stapler。缝合器通过挤压手柄,由机械传动装置将预先放置导针板上的缝合钉挤出、成形,达到预定的设计要求,有效对皮肤进行缝合;预装的缝合钉沿着导针板由恒力弹簧推进进行重复补充,以完成重复的缝合步骤,直至缝合钉用完。
缝合钉一般用金属医用不锈钢、钛合金制成,具有较好的生物相容性。由于缝合钉排列整齐,间距相等,缝合松紧度一致,避免了手工缝合过疏过密和结扎过紧过松等缺陷,既保证了组织良好的愈合,同时也大大缩短了手术时间。
因该产品为非治疗类医疗器械,故本指导原则不包含产品作用机理的内容。
1.按照《医疗器械注册管理办法》第七十四条:医疗器械注册或者备案单元原则上以产品的技术原理、结构组成、性能指标和适用范围为划分依据。
2.与订书机相似、预期用途一致的皮肤缝合器可以作为一个注册单元。
(五)产品适用的相关标准产品使用的相关标准见表4。
表4 相关产品标准
|
GB/T 1220—2007 |
《不锈钢棒》 |
|
GB 18279.1—2015 |
《医疗保健产品灭菌 环氧乙烷 第1部分:医疗器械灭菌过程的开发、确认和常规控制的要求》 |
|
GB/T 18279.2—2015 |
《医疗保健产品的灭菌 环氧乙烷 第2部分:GB 18279.1应用指南》 |
|
GB 18280.1—2015 |
《医疗保健产品灭菌 辐射 第1部分:医疗器械灭菌过程的开发、确认和常规控制要求》 |
|
GB 18280.2—2015 |
《医疗保健产品灭菌 辐射 第2部分:建立灭菌剂量》 |
|
GB/T 10009—1988 |
《丙烯腈-丁二烯-苯乙烯(ABS)塑料挤出板材》 |
|
GB/T 191—2008 |
《包装储运图示标志》 |
|
GB/T 230.1—2018 |
《金属材料 洛氏硬度试验方法 第1部分:试验方法》 |
|
GB/T 2828.1—2012 |
《计数抽样检验程序 第1部分:按接收质量限(AQL)检索的逐批检验抽样计划》 |
|
GB/T 2829—2002 |
《周期检验计数抽样程序及表(适用于对过程稳定性的检验)》 |
|
GB/T 3280—2015 |
《不锈钢冷轧钢板和钢带》 |
|
GB/T 4234—2003 |
《外科植入物用不锈钢》 |
|
GB/T 4240—2009 |
《不锈钢丝》 |
|
GB/T 4340.1—2009 |
《金属材料 维氏硬度试验 第1部分:试验方法》 |
|
GB/T 9969—2008 |
《工业产品使用说明书 总则》 |
|
GB/T 13810—2017 |
《外科植入物用钛及钛合金加工材料》 |
|
GB/T 14233.1—2008 |
《医用输液、输血、注射器具检验方法 第1部分:化学分析方法》 |
|
GB/T 14233.2—2005 |
《医用输液、输血、注射器具检验方法 第2部分:生物学试验方法》 |
|
GB/T 16886.5—2017 |
《医疗器械生物学评价 第5部分:体外细胞毒性试验》 |
|
GB/T 16886.7—2015 |
《医疗器械生物学评价 第7部分:环氧乙烷灭菌残留量》 |
|
GB/T 16886.10—2017 |
《医疗器械生物学评价 第10部分:刺激与皮肤致敏试验》 |
|
GB/T 12672—2009 |
《丙烯腈—丁二烯—苯乙烯(ABS)树脂》 |
|
YY/T 0149—2006 |
《不锈钢医用器械 耐腐蚀性能试验方法》 |
|
YY/T 0171—2008 |
《外科器械 包装、标志和使用说明书》 |
|
YY/T 0245—2008 |
《吻(缝)合器通用技术条件》 |
|
YY/T 0313—2014 |
《医用高分子产品 包装和制造商提供信息的要求》 |
|
YY/T 0466.1—2016 |
《医疗器械 用于医疗器械标签、标记和提供信息的符号 第1部分:通用要求》 |
|
YY/T 0681.4—2010 |
《无菌医疗器械包装试验方法 第4部分:染色液穿透法测定透气包装的密封泄漏》 |
|
2015年版 |
《中华人民共和国药典》(二部) |
(注:本指导原则中标准适用最新版本,下同)
上述标准包括了产品技术要求中经常涉及到的标准。有的注册申请人还会根据产品的特点引用一些行业外的标准和一些较为特殊的标准。
产品适用及引用标准的审查可以分两步来进行。首先对引用标准的齐全性和适宜性进行审查,即在编写产品技术要求时是否引用了与产品相关的国家标准和行业标准,以及引用是否准确。可以通过“符合性声明”中声明符合的相关标准是否齐全、适宜来进行审查。此时,应注意标准编号、标准名称是否完整规范,年代号是否有效。其次对引用标准的采纳情况进行审查。即所引用的标准中的条款要求,是否在产品技术要求中进行了实质性的条款引用。
如有新版强制性国家标准、行业标准发布实施,产品性能指标要求应执行最新版本的国家标准、行业标准。
(六)产品的适用范围/预期用途/禁忌症
缝合器适用于各类创伤及手术切口表层皮肤缝合的器械。
缝合器具体的适用范围或预期用途应与申报产品设计、性能、配置等一致,并有相应的临床评价资料和/或临床试验资料支持。
(七)产品的主要风险及研究要求
1.风险分析方法
(1)在对风险的判定及分析中,要考虑合理的可预见的情况,它们包括:正常使用条件下和非正常使用条件下;
(2)风险判定及分析应包括:对于患者的危害、对于操作者的危害和对于环境的危害;
(3)风险形成的初始原因应包括:原材料选择不当,设计、生产风险,运输与防护不当等;人为因素包括不合理的操作;适用错误;综合危害;环境条件;
(4)风险判定及分析考虑的问题包括:产品原材料生物学危害;产品质量是否会导致使用中出现不正常结果;操作信息,包括警示性语言、注意事项以及使用方法的准确性;留置使用可能存在的危害等。
2.风险分析清单
缝合器产品的风险管理报告应符合YY/T 0316—2016《医疗器械 风险管理对医疗器械的应用》的有关要求,审查要点包括:
(1)产品定性定量分析是否准确(依据YY/T 0316—2016 附录A);
(2)危害分析是否全面(依据YY/T 0316—2016附录D);
(3)风险可接收准则,降低风险的措施及采取措施后风险的可接收程度,是否有新的风险产生。能按运输储存要求对产品进行防护,造成产品破损,污染产品。根据YY/T 0316—2016《医疗器械 风险管理对医疗器械的应用》附录D表E.2初始事件和环境示例对“缝合器”已知或可预见的风险进行判定,产品在进行风险分析时至少应包括以下的主要危害(见表5),注册申请人还应根据自身产品特点确定其他危害。针对产品的各项风险,注册申请人应采取应对措施,确保风险降到可接受的程度。
表5 产品主要风险示例
|
风险类别 |
具体示例 |
|
设计不当风险 |
机械系统设计不当,器身及缝合钉(针)材料选择不当,导致不能有效缝合。 |
|
生物相容性风险 |
选用不适当的材料; 灭菌未确认或未按已确认的参数灭菌; 未能按运输储存要求对产品进行防护,造成产品破损,污染产品; 超过有效期使用; 包装不符合要求或老化; 产品零件生锈; 产品重复使用导致患者受到感染和/或手术失败; 过敏体质引发的不良反应; 使用完后,未按医疗垃圾处理; 未按要求对生产环境进行控制; 零部件未按要求清洗; 清洗用水不符合要求。 |
|
制造过程风险 |
采购不当; 零部件加工精度不当,装配调整不当; 不合格品未被检出; 发生卡钉 (针)现象;包装不当; 灭菌有效性未被充分确认/验证。 |
|
运输和贮藏风险 |
不恰当的包装; 污染; 防护不当运输中缝合钉(针)脱位/脱落; 贮藏环境不当。 |
|
处置和废弃风险 |
没提供信息或提供信息不充分;错误使用。 |
|
使用风险 |
明示应由经培训的专业人员使用; 标记:包装标记不当,如会产生重复使用的危害,引起交叉感染; 对一次性使用的医疗器械很可能再次使用的危害警告不适当,造成重复使用; 不完整的使用说明书,造成操作错误; 性能特征不恰当的描述,造成错误使用; 不适当的预期使用规范,造成错误使用; 操作说明书的遗失,造成错误使用; 所用附件规范不适当,造成错误使用; 非预期使用; 缝合窗口选择不当; 使用者未按规范程序使用。 |
|
其他风险 |
漏装钉(针); 缝合钉(针)成形不良; 缝合钉(针)机械性能不符合要求; 材料强度小。 |
(八)产品技术要求的主要性能指标
本条款给出缝合器需要考虑的基本技术性能指标,其中对产品的技术要求参照YY/T 0245—2008《吻(缝)合器 通用技术条件》。此外注册申请人可参考相应的国家标准、行业标准,根据注册申请人自身产品的技术特点制定相应的要求。以下如有不适用条款(包括国家标准、行业标准要求),注册申请人在注册申报资料的“符合性声明”中必须说明理由。
1. 产品型号/规格及其划分说明
注册申请人应明确缝合器的型号和规格,以及其划分的说明。对同一注册单元中存在多种型号和规格的产品,应明确各型号和各规格之间的所有区别(如结构、尺寸等,必要时可附相应图、表进行说明)。
2.外观
(1)缝合器无菌包装应完好,粘合密封区域应无通道或穿孔;
(2)缝合器外形光滑、轮廓清晰、无毛刺、锋棱、划伤及裂纹等缺陷;
(3)缝合器表面字迹、标志清晰,标贴正确,不得有错位,歪斜等缺陷;
(4)缝合器壳体的粘合(或焊接)应牢固,不得有裂缝和明显堆积物;
(5)缝合钉钉头应尖锐,缝合钉表面应光滑,无毛刺、凹痕等缺陷。
3.尺寸
缝合器基本尺寸应符合本指导原则中图3和表2的规定。
4.材料
应明确参照本指导原则或相关国家标准、行业标准要求写出缝合器的全部制作材料及其材料标准。
制成缝合钉的不锈钢材料022Cr17Ni12Mo2和00Cr18Ni14Mo3的化学成分应分别符合GB/T 4240—2009和GB 4234—2003的规定,采用钛及钛合金材料的化学成分应符合GB/T 13810—2017的规定,采用其他金属材料的,其化学成分应符合相应的医用级材料国家标准或行业标准的规定。
5.使用性能
(1)缝合器装载的缝合钉数量应与所标识的数量一致,避免装载漏钉现象;
(2)缝合器使用时各运动组件应移动顺畅,无卡顿、粘钉、松脱。缝合器弹簧应有足够弹性,当松开手柄时能迅速复位;
(3)缝合器应具有良好的缝合性能,所装载的缝合钉应能全部顺利弹出、正常击发,不得卡住,不得多击、漏击,且击发后应能顺利穿透试验材料而成矩形,不应有扭曲变形现象;
(4)经缝合器成形后的缝合钉应能顺利拆除,且试验材料表面不应有破损现象;
(5)经缝合成型后的缝合钉的跨距应结合临床要求作出规定。
6.硬度要求
缝合器压钉板、缝合钉座的硬度应不低于330 HV0.2。
7.表面粗糙度:缝合器外露金属表面粗糙度:Ra≤0.4μm(有光度),Ra≤0.8μm(无光度)。
8.耐腐蚀性:缝合钉应有良好的耐腐蚀性能,试验后其表面状态应不低于YY/T 0149—2006中5.4 b级的规定。
9.包装封口剥离强度:缝合器包装封口剥离强度为0.1N/mm~0.5N/mm,被撕开的两接触表面应光滑且连续均匀,无分层或断裂现象。
10.无菌:缝合器应经已确认过的灭菌过程进行灭菌,产品应无菌。
11.环氧乙烷残留量:如采用环氧乙烷灭菌,缝合器的环氧乙烷残留量应不大于10 μg/g。
12.生物学评价:
(1)缝合钉的细胞毒性计分应不大于1;
(2)缝合钉的迟发性超敏反应(致敏)应不大于1级;
(3)缝合钉的皮内反应计分应不大于1。
(九)同一注册单元内注册检验典型性产品确定原则和实例
1.同一注册单元中的典型产品是指能够代表本注册单元内其他产品安全性和有效性的产品。选择功能最齐全、结构最复杂、装载缝合钉数量最多、风险最高的产品作为典型产品(缝合钉材料不同,如钛与不锈钢,应分别在选择同种材料的产品中确定典型产品);
2.典型产品的确定可以通过比较同一注册单元内所有产品的技术结构、性能指标和预期用途等相应资料,说明其能够代表本注册单元内其他产品的安全性和有效性。
(十)产品的临床评价要求
根据《关于公布新修订免于进行临床试验医疗器械目录的通告》(国家药品监督管理局通告2018年第94号,以下简称《目录》)的规定,缝合器可以豁免临床试验,注册申请人需提交申报产品相关信息与《目录》所述内容的对比资料和申报产品与已获准境内注册的《目录》中医疗器械的对比说明。
根据文献记载,缝合器产品在临床中目前还没有出现的不良事件,鼓励制造商积极收集并全面分析上报缝合器相关可疑不良事件,以促进该类产品的进一步技术更新,最大限度地控制医疗器械潜在风险,保证该类产品安全有效地使用。
产品说明书和标签的内容应符合《医疗器械说明书和标签管理规定》(国家食品药品监督管理总局令第6号)、YY/T 0171—2008《外科器械 包装、标志和使用说明书》和YY/T 0466.1—2016《医疗器械 用于医疗器械标签、标记和提供信息的符号 第1部分:通用要求》的要求。
说明说中应明确产品的性能结构及组成、适用范围、禁忌、注意事项、警示性及提示性说明。
缝合器不适用于何种类型的缝合。
2.注意事项的一般内容如下:
(1)产品规格选择;
(2)灭菌包装形式及包装破损处理;
(3)灭菌有效期及超过灭菌期限处理;
(4)开启包装的注意事项;
(5)缝合器使用中的注意事项;(应含缝合钉间距)
(6)特殊部位缝合注意事项;
(7)缝合器使用后的注意事项;(应含包扎方法、缝合钉留置或拆除时间、产品用后处置等)
(8)依照使用方法操作。
3.警示性及提示性说明:
(1)产品为一次性使用医疗器械,不得重复使用;
(2)灭菌内包装如有破损,严禁使用;
(3)超过灭菌有效期的产品严禁使用。
(一)申报产品的规格型号是否能满足一个注册单元要求,申报事项是否准确,命名是否合理;
(二)产品直接或间接接触人体创伤部位和皮肤组织的部件采用的材料,是否符合相应的国家标准和行业标准;
(三)安全风险管理报告要审查产品的主要风险(包括设计、材料、加工途径、灭菌、使用等方面)是否已经列举,控制措施是否有效,风险是否降到可接受的程度之内;
(四)产品技术要求编写的规范性,引用标准的适用性、准确性,内容是否符合YY/T 0245—2008《吻(缝)合器 通用技术条件》及有关标准的要求;
(五)产品性能检验报告的完整性,按标准要求应检项目不得缺项,检验结论及意见等;
(六)产品预期用途,从医疗器械注册申请表、综述资料、安全风险评价资料、产品使用说明书、同类型产品对比说明等方面叙述的是否一致。
四、编写单位
本指导原则由甘肃省药品监督管理局、甘肃省食品药品监督管理局审评认证中心、甘肃省医疗器械检验检测所等编写并负责解释。
© 2018 - 2020, Wuhan Tacro Technology Co.,Ltd All Rights Reserved.


